KNOWLEDGE
FACTORY TRAINED OTJ EXPERIENCE ENGINEERING SUPPORT
How to Select a Pipeline Strainer
Three design criteria for proper strainer selection
Selection of the best pipeline strainer will contribute to the longevity of the
piping system and enhances the quality of the product or process while
minimizing maintenance requirements.
Three Criteria for proper pipeline strainer selection
Choose the
proper strainer configuration
Identify
critical design criteria
Select the
materials of construction
Determine the
correct particle retention size
Choose a
strainer size based upon fluid velocity and differential pressure
Identify
installation space constraints
Strainer Configuration
There are several basic types of strainers and thus the first step is
determining which style will work best for your application.
Typically applied when the amount of particulate to remove is small because
compared to other strainer designs their holding capacity is significantly less.This type of strainer is also commonly used when frequent cleaning of the
element isn’t necessary, which implies the particles removed consist of harder,
coarse materials that can be drained from the element and that the particulate
is not wedged into the element openings which would require manual cleaning. Y
strainers have an advantage in that they can be installed both horizontally and
vertically with a downwards flow orientation.
Having a single straining element, these are used for batch processes or when
the process can be shut down to enable accessing of the element for cleaning.Simplex strainers are the most common type of strainer where element
cleaning is relatively frequent because they are designed with oversized
elements that are easily accessed and cleaned.
Duplexed designs have two elements and designed for applications which require
element cleaning without shutting down the process. One chamber is in service
while the other is isolated and the determination of which basket is isolated
and which is in service is made via a manually operated diverting valve.The valve designs used for diversions range from several ball or
butterfly valves operated in a distinct sequence to valves that are linked
together to a single actuator.
These are used for applications when manual cleaning is not convenient or
practical, which can be the case if the need for cleaning is frequent or the
installation is located in a difficult-to-reach location.
Particulate accumulates on the surface of the element and is purged from the
strainer via the differential pressure of the system compared to atmospheric
pressure or whatever the pressure required for the backwashed fluid to move from
the strainer body.A small portion of the filtered fluid is
used during backwashing and the process itself can last from one second to a few
minutes depending upon design and strainer size.
Referred to as cone or basket strainers and sometimes "witch hat strainers",
these fabricated products are designed to be inserted within a flanged pipe
spool.Temporary strainers are used for start-up of fluid
systems, either after major retrofits or for entirely new systems where there is
potential for construction debris to be removed from the pipeline.Since they are not easily accessed, they are normally removed prior to
production.
Pipeline Strainer Design Criteria
Pipeline strainers can be custom fabricated to have multiple connections and
ports, made from exotic alloys, have custom coatings and engineered to meet
specific design criteria involving differential pressure, flow velocity and
particle holding capacity.
Materials of construction
The best practice is to provide a strainer made of the same material as the
pipeline, especially when the temperatures are extreme or fluctuate because
different materials have different coefficients of expansion.
Corrosive fluids can be handled several ways; exotic alloys, linings/coatings
and engineered non-alloys are all options to explore.In
addition to the initial cost, each configuration will have different element
designs and flow characteristics.
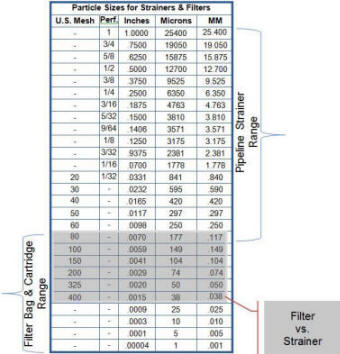
Particle Retention Size
Pipeline strainers are used to protect downstream equipment or processes from
particulate, thus to ensure efficient removal the acceptable level of particle
size and the performance tolerance must be established.
Pipeline strainers are used for macrofiltration applications where the retention
efficiency is "nominal" or "approximate".
Pipeline strainers are not designed for microfiltration applications requiring
specific efficiencies.Such "absolute" efficiencies are
defined by engineered particle testing and establishment of a Beta Ratio –
characteristics of our filter cartridge and bag filter designs.
It is commonplace to establish the element retention of pipeline strainers to be
1/4 to 1/3 of the maximum accepted particle size.The idea is
to retain the required particle size without being too aggressive and "over
filtering", which simply increases the frequency of element cleaning.Since many pipeline systems have areas of low velocities, such as between
spray nozzle ports, smaller particulate can accumulate in these low velocity
areas, clump together and become problematic.This is one
reason why it is desirable to install strainers and filters as close to the area
to be protected as possible and much depends upon the physical characteristics
of the particles within the system and the amount of them.
Relative element holding capacity is estimated by the ratio of open area, which
is the comparison of the total open area of the element to the cross sectional
area of the inlet pipe.This figure varies from 2:1 to 6:1
depending upon the strainer design.
We provide free, no obligation fluid testing to establish the particle size
range and concentration for critical applications; given a small sample of your
fluid, such an analysis helps us ensure the strainer or filter is properly
sized.
Although it differs slightly with the particular strainer design, the target
fluid velocity through a pipeline strainer ranges from 3 to 8 FPS with more
viscous fluids operating at the lower end of the velocity range.As our article Fluid Velocity and Differential Pressure describes, fluids
can be transferred within pipelines at higher velocities however it is often
detrimental to critical aspects of strainer element performance when the
velocity through the screen exceeds 8 FPS.
Differential pressure increases exponentially because at some point the open
area of the element is less than the cross sectional area of the inlet pipeline
due to particulate accumulation.Thus our sizing guidelines
strive for an initial clean differential pressure of <= 2 PSI with the prompt for
element cleaning after the differential pressure increases by approximately 5
PSI, which should afford sufficient time to access the vessel and clean the
element.Burst differential pressure of an element, which
might be within a 20 to 30 PSI range, does not mean that deformation and thus
inability to properly seal will not happen at lower pressures.Likewise fast acting valves downstream of the strainer could contribute
to "water hammer" pressure spikes.The "water hammer" aspect
is particularly problematic with non-alloy strainers and discussed in detail in
our article Water Hammer Considerations for Plastic Valves and Strainers.
Always determine the strainers pressure class based upon the highest possible
pressure and temperature, usually referred to as the design
pressure/temperature.
Physical Location
Access to the strainer element is a key consideration; it should be safe,
ergonomically accessible and have the proper clearances for removing the
strainer element.Custom fabricated strainers can accommodate
same-side or 90º offset piping orientation.There are also
designs that minimize the distance the pipeline is above grade. The idea is to
be able to vent and drain the basket chamber safely and easily.Removing the element should not cause unnecessary straining or place the
operator in an unnatural/unsafe position.
One reason we are not offering "shopping cart" based e-commerce is that
selecting the proper pipeline strainer involves consideration of many criteria
besides the pipeline size, particle size to remove and material of construction.We have designed our inquiry forms to be specific to the type of strainer
in question and to prompt for the necessary design criteria so that we can
provide a proposal for a properly sized pipeline strainer.We
can also help you compare different designs, perhaps between an exotic alloy
custom fabricated simplex basket strainer and PTFE lined or entirely molded PVDF
version.
The proper selection of pipeline strainers ensure ideal downstream quality and
process conditions while minimizing labor, which in-turn enhances safety and
reduces operating costs.This is accomplished by
identification of critical design criteria such as strainer configuration,
material of construction and particle size to remove with consideration of fluid
velocity, differential pressure and space constraints.




 Typically applied when the amount of particulate to remove is small because
compared to other strainer designs their holding capacity is significantly less.
This type of strainer is also commonly used when frequent cleaning of the
element isn’t necessary, which implies the particles removed consist of harder,
coarse materials that can be drained from the element and that the particulate
is not wedged into the element openings which would require manual cleaning. Y
strainers have an advantage in that they can be installed both horizontally and
vertically with a downwards flow orientation.
Typically applied when the amount of particulate to remove is small because
compared to other strainer designs their holding capacity is significantly less.
This type of strainer is also commonly used when frequent cleaning of the
element isn’t necessary, which implies the particles removed consist of harder,
coarse materials that can be drained from the element and that the particulate
is not wedged into the element openings which would require manual cleaning. Y
strainers have an advantage in that they can be installed both horizontally and
vertically with a downwards flow orientation.