
SPEED
EASY NAVIGATION
QUICK RESPONSES
DIRECT SHIPMENTS
GLOBAL SUPPORT
EXCELLENCE
QUALITY SUPPLIERS
PROMPT SERVICE
SATISFACTION IS
#1 PRIORITY
ECONOMICS
LOWEST PRICES
FREE FREIGHT
QUICK DELIVERIES
KNOWLEDGE
FACTORY TRAINED
OTJ EXPERIENCE
ENGINEERING SUPPORT
Fluid Velocity and Differential Pressure
Considerations for proper strainer sizing
![]()
Selecting the proper size pipeline strainer for your application reduces maintenance costs and improves reliability of your process. When fluid velocity is too high there is increased risk of strainer basket damage and if the initial differential pressure is too high the result is increased frequency of element cleaning. Adhering to the following guidelines will ensure proper strainer size and enable "apples-to-apples" comparisons of different brands/designs.
Fluid Velocity
The velocity at which fluid enters a strainer is an
important criterion that is easily overlooked. Although you can
transfer fluids at velocities much higher than 5 FPS, passing through a
strainer necessitates changing the flow path which results in
turbulence. At velocities >5 FPS there is an increased likelihood
that the strainer basket handle will become damaged because strainer
baskets are "sealed" to the strainer body via compression of the basket
handle welded to it. When the basket chamber cover is closed, the
downward pressure against the handle pushes the strainer basket ring
firmly against the strainer body. High velocity conditions create
sufficient turbulence to cause the basket to "spin" in place, placing
stress on the basket handle weld and ultimately causing it to break.
If such breakage occurs, the basket is no longer firmly held in place,
it and the handle are going to spin around even more and this could
result in damage to the strainer body itself not to mention enabling
particulate to bypass the strainer basket.
Some strainer designs utilize an angled
basket which will resist "spinning", however there is also a loss of
available surface area, increasing the frequency of element cleaning.
Differential Pressure
Differential pressure is the difference in
pressure between the inlet and outlet side if the straining element.
Initially the differential pressure is at its lowest because the element
is clean and has its maximum open area. As particulate covers the
element surface, the available open area is reduced, thereby reducing
the flow through the element. Thus the downstream side pressure of
the pipeline strainer is increasingly less than the upstream side.
Most pipeline strainers have a maximum
differential pressure limitation, for our products it is approximately
20 PSI non-shock differential pressure. Once the differential
pressure exceeds 20 PSI, it is likely the strainer basket will become
damaged, allowing particulate downstream.
The difference between the initial differential
pressure and the maximum differential pressure is the differential
pressure operation range that your strainer can be used. So it
stands to reason that the higher the initial differential pressure, the
shorter the "range of operation" becomes which equates to a higher
frequently of element cleaning.
We suggest sizing your strainer such that the
initial differential pressure is <= 2 PSI even if your application can "tolerate" a higher initial differential pressure. The primary factors
contributing to initial differential pressure include fluid viscosity
and density, open area of the strainer basket and the flow coefficient
(Cv) of the strainer housing. A strainers Cv is directly related
to its design, mostly the resistance created by the path the fluid needs
to traverse to pass through the strainer basket. Another important
factor is the baskets' open area; generally speaking the finer the
retention, the less open area there is (increased restriction) for the
fluid to pass-through.
Even though a straining element can "survive" differential pressures as high as 20 PSI, manufacturers recommend cleaning the basket once the differential pressure increases 5 PSI above the initial differential pressure. Example: if your initial differential pressure is 1.5 PSI with a clean strainer basket, once it reaches about 7 PSI it should come to somebody's attention that it needs to be cleaned.
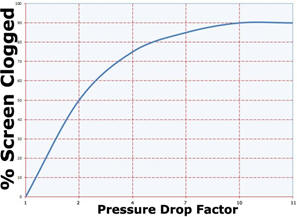
If you are wondering "why start cleaning at 7 PSI when I can go to
19 or 20 PSI?" it's because differential pressure increases at an
exponential rate. As the open area of the basket becomes blocked
with particulate, there's less open area available for the process fluid
to flow through (thus increasing the differential pressure).
Assuming the particle loading is constant (typical for pipeline
strainers) this means that the rate of differential pressure increase
accelerates as clogging of the basket screen continues. Therefore
the time it takes for an element to go from 50% to 75% clogged is only
half as long as it takes for the basket to go from 0 to 50% clogged,
hence indication that the element requires cleaning at 7 PSI
differential pressure should provide sufficient time to address the
issue before the differential pressure damages the basket.
Sizing and Comparison
Manufacturers provide differential pressure
charts, corrective multipliers and formulas to factor-in velocity, fluid
viscosity/density and retention size to assist with selecting the proper
pipeline strainer size. Our company has simplified the process
from multiple steps to using a single Internet-based calculator. 
We do offer several types of pipeline
strainers including Y, T and basket styles and our calculators enable
comparison amongst them. As an example, not only can you compare
the differences in performance between a cast and fabricated design, but
also different styles, such as a T and basket strainer configuration.
It is tempting to assume that all 2" Y/T/basket strainers are alike and pricing is the only difference, but this is absolutely incorrect; you will discover that often a lower cost strainer is physically smaller, weighs less and has a lower Cv value (so you will be cleaning it more often).
Pipeline strainers are often used for decades and making sure yours is properly sized will save countless labor hours in unnecessary basket cleaning and repairs.